��������Dģ�������D��ˇ�е��P�I����
���ߣ�hengke��Դ���ӱ��h���O������˾�r�g��
2015-10-02 04:28 �L������
��
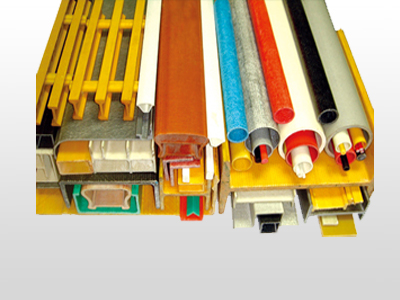
��������������Dģ����Ŀǰ�Ј���һ�������aƷ�����Ҷ����IJ�����ͲĶ����в�������Dģ���M���������ɵġ�ͬ�r��������Dģ�����M���������^���У�Ӱ����D��ˇ�����������N.
��������Dģ�������D��ˇ�е��P�I����
��������Dģ����Ŀǰ�Ј���һ�������aƷ������Ҷ����IJ�����ͲĶ����в�������Dģ���M���������ɵ�����ͬ�r��������Dģ�����M���������^���У�Ӱ����D��ˇ�����������N��
����(1)�ż�ϵ�y���������w�S�ּ����俗����A����ϵ�y���w�S�������ς����ż��r��������ż�ƽ�����һ��������Dо�S�����w�S�ļ�Ͳ�������������@�ӿɷ�ֹŤ�D�F���������
����(2)��֬���n���nj��Ų����R�IJ����w�S�͚־�����n�������ƺõĘ�֬�zҺ���^�̡���֬���nһ�������w�S�͚�ͨ�^�b�И�֬���z�ەr�M�еģ������L�۽��n�������������n�^����������횱��C�w�S�͚�����ʮ�����R�����
����(3)�A���ͣ��A�����b���ɷ�������������֧�ܺ͌���֧�ܽM�������A���n�õ��w�S�����ϴ��^�A�����b�ã����B�m��ʽ�\�D���Ա�_������������λ������������A�����b�Ì����n�õ��w�S���������^�ɳɞ��ͲĵĽ����Π�������ͬ�r�D������Ę�֬�����Ȼ���M��ģ���������M�г��̻���
��������֧��һ�㶼�ڳ���ģ���M��̎������A�����b���c�w�S�������Ͻ��|���摪�����⻬����ֹ���w�S��ë����
����(4)ģ�ܼ��̻����Ѿ����ͲĽ����Π�Ľ��^���z���w�S���������M��ģ��������ģ�����M�й̻����������ģ�ߵĜضȸ�����֬�wϵ�M���OӋ�������Ҫ������֬�ķş������������cģ�ߵ�Ħ�����������һ�㌢ģ�߷ֳ��A��^���������z�^�̻��^������ͬ�ļӟ�^�������Կ��ƹ̻��ٶȡ�ģ�������D����ˇ�����P�I�IJ�������������ģ�ߵ��L�ȷ�����0��6��1��5m֮�g������
����(5)�����и�ڲ�������Dģ����������������b�ÿ�����һ���Ď��͠����C����������ѹ̻����Ͳď�ģ���������������һ�㑪����98kN���ϵ���������

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)